Vertical Crystallizer Application in low grade massecuite cooling
The advantage of continuous crystallizer is that all cooling surface remain covered with massecuite at all times. In Continuous cooling system, used series of batch type “U” shaped cystallizers and vertical crystallizer.
Vertical crystallizers have a number of advantages over horizontal crystallizers.
a) Large volume for small floor space occupied.
b) They can be placed on the ground without the need for any supporting steel work. and suitable for installation out of doors.
c) High efficiency, due to better contact between massecuite and heat-exchange surface.
d) They are cheaper to install than the equivalent capacity of horizontal crystallizers.
e) Simplicity in operation and Saving in power
The major drawback of this type of crystallizers is liquidating pumps are necessary to empty the crystallizers.
Vertical crystallizers have been used in both the beet and cane sugar industries for over 4 decades.
The Vertical crystallizers Design aspects that have to be considers as follow as:
Vessel diameter and height
Flow path of massecuite and water
Heat Transfer coefficient & Type of Cooling Element
Cooling surface requirement (S/V ratio)
Massecuite agitation system.
Vessel diameter and height
The height cum diameter ratio ranging maximum 5 to minimum 2.5. A long narrow crystallizer should gives a better flow pattern. Individual vertical crystallizer vessel volumes vary from 64 to 300 M3 with diameters from 3 m to over 6 m, with heights raging from 8 to 20 mtrs. Some larger sizes are used with beet sugar massecuites.
Flow path of massecuite and water
A vertical crystallizer, it is better to have the massecuite flowing vertically downward, because the density change with temperature tends to promote plug flow. Achieving efficient counter counter flow, maintaining acceptable pressure drops and avoiding air locking problems are all important design considerations for vertical crystallizer cooling water circulation. According to massecuite flow path different designs have been proposed and installed.
a) Twin Vertical crystallizer.
b) Mono Vertical crystallizer. (MVC )
c) Riser type Vertical Crystallizers.
Twin Vertical crystallizer:
Twin vertical crystallizer consists of two horizontal vessels adjacent to each other. Both the vessels are connected with pipe or duct of about 750 mm height or more. The hot massecuite enters in vessel one and flows in downward direction. Through interconnecting pipe the massecuite flows to the second vessel at bottom. In second vessel, the massecuite travels in upward direction. For upward flow, the hydro-static head of first vessel is used. During this massecuite travel, massecuite get cooled with the help of water.
The cold water inlet is provided in cooled massecuite i.e. at the bottom of first vessel. The water cooling coils are interconnected and the cooling water leaves from the top water coil. This is satisfying the counter current cooling arrangement and the massecuite may be cooled by using minimum quantity of water. In second vessel, the cold water inlet is provided at the top second water coil and water leaves from the bottom coil. This also ensures counter current flow.
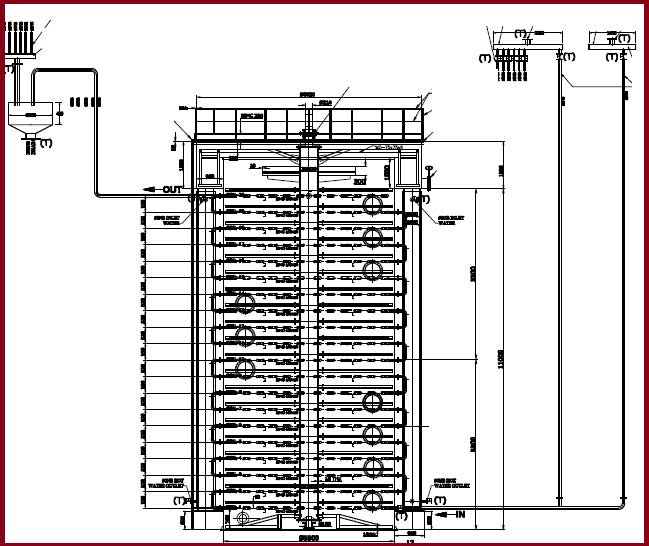
Mono Vertical crystallizer: (MVC)
The mono vertical crystallizer (MVC ) consists of two cylindrical shells, one of which is smaller than the other. Smaller shell is built inside the bigger one. The holding capacity of the space is in between two shells is about 30% of the inner shell. Stirrer is provided in inner shell. The massecuite is pumped from the receiver crystalliser to the inner shell where cooling / reheating elements are provided. The massecuite flows from the top of the outer shell to the pug mill of centrifugals.
In case of mono vertical crystallizers the massecuite transfer from inner shell to outer shell is more smooth as compared to twin vertical crystallizer. The rising massecuite in outer shell is also get heated due to the downward flow of hot massecuite in the inner shell. This prevents progressive cooling to some extent.
Riser type Vertical Crystallizer
The Riser type vertical crystallizer is design contains main shell at the center. From the bottom of the shell, four pipes of adequate size (650 mm dia or more) are provided for rising massecuite. The risers are also equipped with peripheral cell to circulate controlled hot water. With the help of this hot water, the rising massecuite temperature is increased to 4 –6 0C to increase the fluidity of cold massecuite. The common gutter provides to collect the massecuite for all four risers and sent to pugmill.
Heat Transfer coefficient (HTC) & Type of Cooling Element:
HTC:
Heat transfer coefficients in low grade massecuite crystallizers are low, particularly when high brix masssecuite are cooled to low temperatures. The HTC depends upon number of factors like consistency of massecuite, amount of shear applied to the cooling surfaces, purity & viscosity of the massecuite.
The HTC value is considered different range by different designers. The average HTC value for vertical crystallizes in the rang of 25 to 35 Kcal/m2/hr/oC
Type of Cooling Element:
Vertical crystallizer cooling elements can be classified as two types of configurations like static and moving elements.
Moving cooling elements : It can be contracted as either oscillating or rotating units, so it functioning as both agitation and cooling devices. The moving cooling element design has some advantages like to avoids the requirement for large motor and gearbox drive unit with very high torque rating for very large crystallizers. However, It is more complex then fixed cooling element system and another disadvantage of this design is high mechanical stresses on cooling element, which can be result over time, in fatigue crack leaks forming at the weld joints.
Static Cooling element : Generally in present scenario, stationary cooling elements are chosen for large vertical crystallizers. The cooling surface may take many forms, being made up of fine tubes, coils, plates or discs. The design of cooling coils can have a significant effect on massecuite flow in the crystallizer. The plain tubes types cooling elements are used most commonly in vertical crystallizers.
Size of the plain tubes : The small tube diameter should be advantageous as it should be easier to move cooled massecuite away from the tube surface. But the disadvantage in small size tubes are increased in tube length, which is required to be added to each bank gives a greater restriction to the massecuite flow and higher water pressure drops in large crystallizers operating with full counter-current flow. The several manufactures have been used pipes of 50 to 65 mm diameter tubes, and 180o and 90o standard bends for contraction of cooling element in vertical crystallizers.
Cooling surface requirement (S/V ratio):
The cooling surface / massecuite volume ( S/V) ratio will be give better choice to estimate of cooling surface area in vertical crystallizer. The S/V ratio ranging from 1.0 to 2.0 m2/m3 and it will be depend upon the massecuite viscosity and purity, tube pitching and diameter. Generally its ratio for ” B” massecuite vertical crystallizers having in the range of 1 to 1.2 and for ” C” massecuite having 1.6 to 2.0.
Retention Time of Massecuite: The massecuite cooling rate depend upon the efficient cooling element design, its surface area and time. The cooling rate varies from 1.2 oC/hr to 0.6 oC/hr. According to E.Hugot , the massecuite cooling time required 72 hours for C massecuite while using ordinary crystallizers and 36 to 50 hours requires in case of vertical crystallizes. Different authors reported that residence time in range of 30 hours to 50 hours according to design of cooling element. In present scenario manufactures follows the S/V ration using 2.0 m2/m3 and retention time provided around 24 to 30 hours for ” C” massecuite vertical crystallizers design.
Massecuite agitation system:
In Vertical crystallizers massecuite stirring is impotent for breaking up thermal wakes and creating a uniform temperature field between cooling tube banks and massecuite. The agitator creation of a uniform temperature field helps to avoid heat transfer from wasted on already cooled massecuite and to eliminate excessively hot and cold regions.
Different drive arrangements have been used for massecuite stirring in Crystallizer vessels.
- Electric motor and conventional worm and wheel gear boxes type arrangement.
- A single electric motor with flange mounted planetary gearbox. The drive may be a fixed speed or a variable speed AC motor.
Now a days used planetary gear box for this application due to its advantages like simple construction and it operates with very less power.
As per Peter Rein – Good vertical crystallizer design aspects consists of following points :
a) A long narrow flow path, in which all massecuite has the same residence time.
b) Sufficient stirring in a direction perpendicular to the flow direction to ensure a uniform temperature distribution.
c) Stirring elements which cover the full diameter of the vessel, and preferably come close to scraping the internal cylindrical walls.
d) Static cooling elements which provide a uniform flow resistance across the full cross section of the vessel, to ensure that no short-circuiting occurs.
e) No unstirred regions or sections where massecuite can stagnate.
f) Sufficient surface area to achieve the required cooling.
d) Cooling elements that are sheared by the moving massecuite and do not trap cold massecuite.
Vertical Crystalliser Design Calculation purpose go through the below link.
Sugar Tech Article:
Unit Conversion Factors and Tables for Engineering Design Calculations
Crystallizers Application in Sugar Industry | Crystallizer Capacity Calculation
Low Grade Massecuite Treatment in Sugar Crystallization Process
Melt Clarification System Design Criteria for Sugar Refinery Process
C massecuite final purity calculation | Grain Quantity requirement for C CVP.
Hi friends Thanks for reading the material balance calculation. I Hope you liked it. Give feed back, comments and please share it.
2 thoughts on “Vertical Crystallizer Concepts in Sugar Plant | Mono Vertical Crystallizer”
Alaquanic
(August 27, 2018 - 10:43 am)Alaquanic offers supreme quality evaporative systems for applications like in pharmaceuticals, beverages and automobile.The evaporator is designed to use a special effect of evaporation as well as the mechanical vapour re-compression instrumentality to lower down energy usage.
Kapil Sharma
(April 15, 2021 - 3:56 pm)We want a vertical crystallizer for Massecuite cooling capacity 250 MT .
9760259392