Syrup Clarification System & Melt Clarification System in sugar Industry
The Syrup clarification system generally used in plantation white sugar making process and Melt clarification system used in refinery sugar and sulphur free sugar process. The fundamental concepts and way of process are the same in both SCS and MCS systems. However good juice clarification may be, there is a large increase in turbidity of about 80% across the evaporators. The syrup clarification system very much helpful to reduce the turbidity as well as colour of syrup.
The both MCS and SCS based on Phosphoflotation principle.
The Phosphoflotation process works on the principle of forming low density aggregates of particles and bubbles, and lower the density, more quickly they float. The process of phosphotation consists of screening the liquor to separate the coarse suspended solids and then dosing the liquor with phosphoric acid and lime sucrate. The resultant precipitate, after occlusion and absorption of the fine suspended solids, colloids and coloring matter, is floated with the aid of air bubbles enmeshed in the floccules.
The special design of Flotation clarifier with appropriate chemicals results in the entrapment of the suspended matter and colour causing impurities.
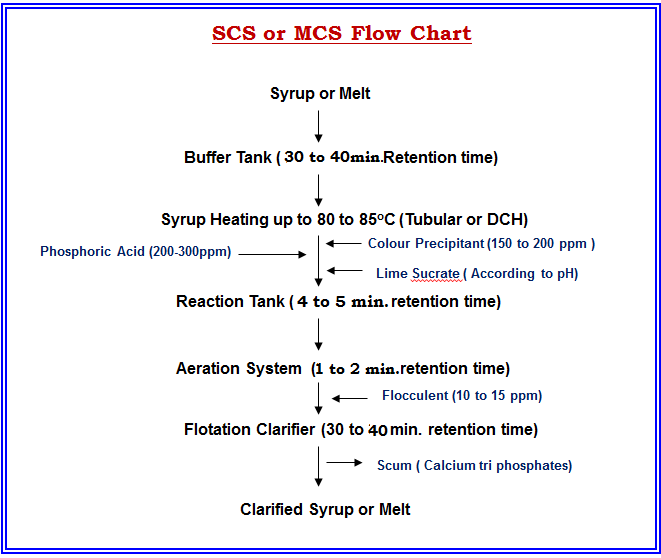
The system of syrup and melt clarifications mainly consists of following steps.
a) The syrup or melt collected in buffer tank and heated up to 80 to 85 O C by using tubular heater or Direct contact heater(DCH).
b) The heated syrup is then passed through a specially designed reaction vessel. Before entering the reaction vessel added chemicals colour precipitent, Phosphoric acid and Lime sucrate with appropriate dosing. After reaction vessel the syrup sent to aeration system for resulting in optimum flotation.
c) Flocculant is then added to aerated syrup and is sent to the froth clarifier, specially designed for separation of clarified syrup and the impurities in the form of scum, clarified syrup is further sent crystallization process.
Phosphoric Acid – Lime Reaction
The interaction of calcium and phosphate ions leading to precipitation of Tricalcium phosphate is the principal chemical reaction of the flocculation. Other reaction involved are the interaction of calcium with acids present in the liquor, neutralization of colloidal charges induced by calcium cations and also surface absorption of suspended solids, micro floc and soluble color.
a) Phosphate precipitation is a time reaction and slow to approach equilibrium.
b) The rate of reaction and the quality of the precipitate are significantly affected by the nature and concentration of the impurities, and, of course, by the viscosity of the liquor.
c) The effectiveness of tricalcium phosphate as being efficient in removing significant proportions of turbidity and colour when added to the melt prior to filtration. They have also shown that the colors so removed are those associated with iron polyphenols, a grade of colour which is very difficult to eliminate by any other treatment.
The phosphoric acid dosing will be done approximately 200 to 300PPM on solids present in material ( syrup or melt). The lime sucrate will be added according to final pH of the clarified melt. The pH of clarified syrup or melt to be maintained, equal or +0.2 units on inlet material pH.
Aeration Of Liquor :
The purpose of aeration is to impregnate the liquor with air bubbles which link with floccules and provide the lift force for flotation of the coagulum. The aim is to achieve the greatest possible population of minute bubbles uniformly distributed in the liquor so as to ensure good contact between the bubbles and the floccules.
The method of `Dissolved Air´ involves impregnation of the liquor with air by pumping the liquor through an air injector and then pressurizing the air-liquor mixture for a few minutes. In the course of pressurization the air dissolves in the liquor and when the pressure is released it comes out of solution in the form of microscopic bubbles. Pressurization is usually effected at 60-100 p.s.i.g. with a retention time of 1 -2 minutes. The precipitated air bubbles are in the size range of 30-120µm. In this size range they are easily enmeshed in to the phosphate floccules and as such they are the basis of the lift force of the flotation process.
Role of Flocculent:
The addition of a flocculent or surfactant in the pressurized water to lower the air/water surface tension in the saturate highly improved the separation process.It is added around 10 to 15PPM on material solids. The concentration of flocculent maintained 0.1%.
Colour Precipitant (CP) :
The CP plays an important role in reducing of colour in clarification system. The addition of the colour precipitant in the arrange of 150 to 200PPM on solids present in material.
Syrup Clarification System (SCS) or Melt Clarification System (MCS) benefits :
Color Reduction: In Syrup clarification system the color reduction is around 20 % . In this process Melanoidins, Anthocyanine and caramels are removed. In melt clarifcation system the colour reduction is around 40%.
Purity Raise : In SCS the purity rise around 0.2 units. This purity rise is mainly due to the removal of Non Sugar. Some times the purity drop also observed it will happened due improper temperature and pH, high retention in buffer tank and in clarifier.
Turbidity Removal: The removal of suspended impurities and leading to turbidity reduction is main advantage in this systems and the reduction is around 80 %. Due to turbidity removal, it will helps to lower ash content thus giving sugar of lower ICUMSA higher keeping quality and suited to special requirements of food and beverage industry.
Increases Transmittance : The removal of Non Sugars improves the transmittance of the liquor by 90 to 95 % improves the quality of sugar.
Viscosity reduction: The Non Sugar removal, reduces the viscosity of the liquor 30 to 40 %. So it will helps to faster Boiling, leading to increased pan equity and faster purging to increased centrifugal capacity.
Grain in Boiling House equipment capacity: Reduction of viscosity facilitate the faster boiling of massecuite, It means improves the capacity utilization of equipment’s at pan floor.
Better Keeping Quality: The removal of Non sugars particularly the the hygroscopic impurities like ash % and SO2 contributes in the improvement of keeping quality of sugar for long storage.
Molasses % Cane Reduction:– The reduction in the ash % directly reduces the molasses % Cane was 0.1 units.
Factors Effecting On Flotation:
Temperature & Brix : The rate of phosphate flocculation, which term in the present context includes precipitation and coalescence of the floccules, is favoured by higher temperature and lower brixes. This means that the viscosity of the liquor has an important impact on flocculation. The rate decreases with the increase in viscosity. The optimum temperature range appears to lie between 80 and 85°C. Increase in the brix slows down the flocculation and also it will effect rate of flotation. The slowing down is no doubt due to the adverse influence of the viscosity on precipitation,coalescence and flotation. Taking economic advantage into account on working with higher brixes on the other hand the retardation of the flocculation. It appears that the optimum level at flocculation is more effective is in between 55- 60°brix.
Aeration System: Improper aeration system will be effected the flotation of the scum. The performance of a flotation system depends upon having a sufficient number of suitably sized air bubbles not only present but present at the right time in the process. The bubbles need to be of sufficiently small size so as to be easily enmeshed into the floccules of the precipitate. They must be in the liquor in sufficient number so that each floccules may occlude one or more bubbles as a vehicle of flotation. The bubbles should be present at the time of flocculation.
Limitations Of Syrup Clarification System:
Increase Unknown losses : It may occur inversion losses due increasing the temperature of syrup and retention time across the system so it will effect the recovery. To overcome of this by maintain optimum required temperature with pH and retention time.
Foaming Problem : Excessive foaming observed in buffer tank and clarifier while decreasing the brix of material. So always try to maintain the brix around 60 and to overcome this problem, temporarily by using of anti foaming of fatty acids is advisable.
De Sweetening of Scum : The formation of the scum in melt clarification system is around 40 to 60 Ltrs per ton of melt flow and in syrup clarification system it will be around 2 to 3% on syrup flow rate. The scum having the purity approximately 5 units less than the material purity (syrup or melt). So De-sweetening of scum is essential in both systems. The Syrup clarification system scum is better to divert juice sulphitor. The melt clarification system scum is better to divert three stage scum De-sweetening system. In back-end refinery plants the MCS scum also diverted to juice defector.
Brix of material : The brix of material required around 60 deg. to get better results. Now a day according to energy conservation point of view maintain the syrup brix more then 65 deg. In syrup clarification system (SCS) to overcome of this problem is better to divert 4th effect syrup to syrup clarification system. In melt clarification system (MCS) to overcome this problem by installing the melt concentrates.
The following link provide to continuing of this article.
Syrup and melt clarification system required equipment capacity calculation – Buffer tank Capacity, Syrup or Melt heater, Reaction and Aeration Vessel, Flotation Clarifier, Chemical Dosing and its pumps capacity, Chemical preparation and holding tanks capacity. Also provided Online Calculator for Chemical Dosing Calculation.
References:
- STAI Proceedings.
- SISSTA Proceedings.
- Sugar Technologies Books.
- Book on Phosphoflotation process for sugar solution&Refinery by S.N.Saraswat

Related Articles :
Vacuum Filter Description in sugar industry | Optimization of Sugar Loss
Rotary vacuum filter Equipment capacity details in sugar industry | Rotary Vacuum Filter Accessories Capacity Calculation |Sugar Tech
Sugar Industry Equipment Design and Drawing Online Calculations.
World wide Sugar Industry Research Institutes and Associations.
Some useful Sugar Tech Articles.
Sugar Industry Equipment Design and Drawing Calculations.
8 thoughts on “Concepts of Syrup Clarification System and Melt Clarification System |SCS & MCS”
Neeraj kumar
(May 16, 2018 - 5:22 pm)please provide calculation of ion exchange coloum
VEERAKKANDAN
(February 8, 2019 - 8:02 am)I am working in a sugar refinery, my melt clarification giving 30 of color reduction for low color less than 500 iu. But turbidity reduction not giving more than 50%, our areator system is disc type aerator. Can you suggest any idea?
Neeraj kumar rajput
(June 26, 2018 - 5:43 pm)AHU calculation for sugar industry
siva alluri
(June 27, 2018 - 4:23 pm)whats meaning of AHU
Raditya Purnomo
(August 9, 2019 - 5:24 pm)AHU means air humidyfier unit.
SAKTHIVEL SUBIRAMANIYAN
(October 22, 2022 - 5:51 am)Sir How will calculate the scum quantity in raw sugar melt clarification system
siva alluri
(November 6, 2022 - 2:42 pm)Generally, its depends on colouring mater of the raw sugar and dosing of phosphoric acid. However the quantity of scum is 35lts to 40lts per M3 of melt flow
LALIT PANDEY
(November 23, 2022 - 5:18 pm)AHU MEANS- AIR HANDLING UNIT